褐煤烘干机设备的磨损可以通过这些方式解决 褐煤烘干机的磨损会对他的寿命有一定的影响,避免磨损能延长设备的使用寿命,所以要提前做好保养措施,褐煤烘干机设备不同程度的磨损是一定阶段的。褐煤烘干机出现磨损了你我该怎么办?如何解决你褐煤烘干设备的磨损情况? 褐煤干燥设备的磨损可以通过这些方式来解决。
在前期的话因为是褐煤烘干机设备的磨合期,所以就会出现一定程度上的磨损,在这个时期的磨损情况是对设备是无害的,度过褐煤干燥设备磨合期就是设备的正常磨损情况,这个阶段设备的磨损速度缓慢,磨损量小,还有急剧磨损情况:磨损速度快,丧失精度和强度,设备事帮概率异常。磨损情况是工作人员在日常工作重要检测的,如果是严重的磨损更是需要更换零部件,日常的维护工作是普遍的对褐煤干燥设备进行检查,清洗,润滑,紧固、局部调整。行内部清洗、润滑、恢复和更换易损件由维修人员在操作人员协助下进行。对主要零部件的磨损,检查。对主体设备进行彻底的检查和调整。
就目前来说,它作为一种非常有潜力的替代能源已经得到了***的应用,醇基锅炉也表现出了节能环保的特性,在锅炉行业很是受欢迎。

11月7日,记者从区环保局了解到,我区213家锅炉房的663台锅炉正在低氮改造过程中,并力争于供暖日到来前全部完成。改造后的锅炉其氮氧化物排放浓度将降至80毫克/立方米以下,能有效降低PM2.5雾霾浓度。
生物质燃烧机适用于涂装线体、电镀厂烤炉、锅炉、小型电站锅炉、工业窑炉、生物质锅炉,焚烧炉、熔炼炉、压铸机、烘干设备、厨房设备、干燥设备、食品烘干设备、熨烫设备、烤漆设备、公路筑路机械设备、工业退火炉、燃油,燃气,燃煤大吨位锅炉,沥青加热设备等各种热能行业。 设备应用范围广:生物质燃烧机适用于涂装线体、电镀厂烤炉、锅炉、小型电站锅炉、炉生物质颗粒多少一吨比燃气锅炉加热成本降低4工业窑炉、焚烧炉、熔炼炉、压铸机、烘干设备、厨房设备、生物质颗粒多少一吨干燥设备、食品烘干设备、熨烫设备、公路筑路机械设备、工业退火炉、燃油,燃气,燃煤大吨位锅。 燃料来源广:本燃烧机以木质、生物质锅炉木屑颗粒为原料,热值高,且避免了秸秆颗粒容易发生结焦现象的发生。
去年12月正式并网,不到两个月的时间里,这片太阳能发电板已经累计产生效益4.2万元。
燃油热水锅炉压块燃料,节能减排,低碳运营的理想产品。由于发作器正常工作时有较高的压力和温度,安全保护系统可使其在长期运转中安全、牢靠、高效。期运转中安全、牢靠、高效燃油热水锅炉普通都接纳**度铜合金制造的安全阀、单向阀、排气阀,实施三级保护。部分产物还添加了水位玻璃管保护装置,添加了运用者的安全感。燃气蒸汽发作器节能、环保、运转用度低。

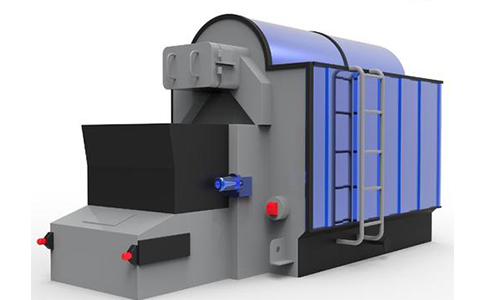
生物质锅筒内部装置包括汽水分离和蒸汽清洗装置、给水分配管、排污和加药设备等。其中汽水分离装置的作用是将从水冷壁来的饱和蒸汽与水分离开来,并尽量减少蒸汽中携带的细小水滴。中、低压锅炉常用挡板和缝隙挡板作为粗分离元件;中压以上的锅炉除***采用多种型式的旋风分离器进行粗分离外,还用百页窗、钢丝网或均汽板等进行进一步分离。锅筒上还装有水位表、安全阀等监测和保护设施。 随着人们对环保意识的不断增强,许多燃油锅炉已被更加节能环保的生物质锅炉所替换。在这当中,卧式生物质颗粒锅炉就是其中之一。 卧式生物质颗粒锅炉是一种卧式三回程水火管混合式锅炉,在锅筒内布置慭一束烟管。炉膛左右二侧装有光管水冷墙,上部形成八字烟道。采用轻型链条炉排实现机械加燃料,配有鼓风机、引风机进行机械通风。卧式生物质锅炉的前后拱采用新型的节能技术炉拱。燃料由燃料斗落到炉排上,进入炉膛燃烧后,火焰经过后拱折射向上通过本体两侧八字烟道燃烬室折向转到前烟箱,再由前烟箱折回锅内管束,通过后烟箱进入省煤器,热风回吹装置进一步降低烟温,经过水沫出尘器,然后由引风机抽引通过烟道至烟囱排向大气。 与传统锅炉相比,卧式生物质锅炉运行成本更低,比燃煤锅炉节约10%,比燃油节约30%,是一种高效节能环保的热能设备。可***应用于服装制造业,重工业生产,以及对环保节能要求高的地区用户使用。
配合河北省千万千瓦级风电基地规划,国家电网公司于2009年组织制定了河北省千万千瓦级风电基地输电规划,通过特高压线路集中送出。
热水锅炉主要有采暖和洗浴两种用途。热水锅炉通过热水循环泵循环保温水箱的热水,周而复始把水箱的热水加热,可以实现洗浴目的;热水锅炉通过热水循环泵循环暖气管道的热水,通过散热器(暖气片)可以达到人们采暖的要求;热水锅炉和热水循环泵配合换热器可以实现洗浴和采暖的双重功能。
对于额定出口热水温度低于120℃、额定热功率小于或等于1.4MW的锅炉,可以免做产品检查试板。 当环缝的母材的焊接方法与纵缝相同时,可只做纵缝检查试板,免做环缝检查试板。 纵缝检查试板应作为产品纵缝的延长部分焊接,环缝检查试板可模拟产品焊接工艺单独焊接。 产品检查试板应由焊该产品的焊工焊接。试板材料、焊接材料、焊接设备和工艺条件等方面应与所**的产品焊缝相同。试件焊成后应打上焊工代号钢印。检查试板的尺寸应满足制备检验和复验所需的力学性能试样。第67条 检查试件经过外观检查和无损探伤检查后,在合格部位制邓试样。需要返修检查试件的焊缝的,其焊接工艺应与产品焊缝返修的焊接工艺相同。第68条 为检查焊接接头整个厚度上的抗拉强度,应从检查试板上沿焊缝横向切取一个焊接接头拉伸试样。试样的形式和尺寸见图5-1。拉伸试样上母材与焊缝表面的不平整部分应用机械方法除去。 试样的拉伸试验应按GB228《金属拉伸试验法》规定的进行。焊接接头的抗拉强度不低于母材规定值下限为合格。第69条 焊接接头弯曲试样应从检查试板上沿焊缝横向切取两个,其中一个是面弯试样,一个是背弯试样。试样尺寸见图5-2。图中试样宽度B为30mm,试样长度L≈D+2.5So +100 mm。当板厚小于或等于20 mm时,So 为板厚;当板厚大于20 mm时,So 为20 mm。 试样上高于母材表面的焊缝部分应用机械方法去除,试样的拉伸面应平齐且保留焊缝两侧中至少一侧的母材原始表面。试样拉伸面的棱角应修成半径不大于2mm的圆角。 试样的弯曲试验应按GB232《金属弯曲试验方法》规定的方法进行。试样的焊缝中心线须对准弯轴中心。规定的试样弯曲角度见表5--2。弯曲试样冷弯到表5--2规定的角度后,其拉伸面上有任何一条长度大于1.5mm的横向裂纹或缺陷,为不合格。度样的棱角开裂不计,但确因夹渣或其他焊接缺陷引超试样棱角开裂的长度应计入评定。第70条 力学性能试验有某项不合格时,应从原焊制的检查试件中对不合格项目取双倍试样复验,或将原检查试件与产品再热处理一次后进行***复验。 若拉伸和弯曲的每个复验试样的试验结果都合格,则复验为合格,否则为不合格,该试样**的产品焊缝也不合格。第六节 水压试验第71条 受压焊件的水压试验应在无损探伤和热处理后进行。单个锅筒和整装出厂的焊制锅炉,应按本规程第153条的规定在制造单位进行水压试验。
相关文章
导热油锅炉排烟温度_导热油锅炉发热不工作
大功率燃气壁挂炉_电烧壁挂炉

燃气锅炉热交换_燃气锅炉控制器说明书
上海燃气锅炉年检规定_北京市燃气锅炉

环保导热油锅炉_锅炉过热器

东莞燃煤锅炉名单_燃煤锅炉改造 方案
电厂锅炉有哪些设备_锅炉汽包加磷酸盐的作用


