4、的新鲜空气更换方式使人们时刻处于大自然的环境中,完全无传统空调带来的不适应感;
锅炉与我们的日常生活供暖供热息息相关,也是我们在冬季暖通中不可缺少的一部分。现如今各行业都在积极响应环保节能的新政,节能减排也成为未来发展的**点。 在大多数人中的印象中一提到锅炉想必首先想到的就是燃煤锅炉,当然这也是本世纪初使用较为***的设备,但随着锅炉设备行业的发展,燃气热水锅炉、生物质燃料锅炉、燃油锅炉、电锅炉逐渐出现在工业中。燃煤锅炉的成本虽然要低于电锅炉和燃油锅炉,但废气排放一直是难以解决的问题,再加上时代发展主导提倡绿色、节能,有些地区像北京、成都、西安、郑州等城市更是提前进入低氮排放标准。所以锅炉房改造迫在眉睫。 想要解决用户的燃煤之急,打造符合标准的锅炉房,就必须淘汰老设备,热水锅炉、低氮锅炉以及真空锅炉作为燃气蒸汽锅炉中的具有代表性的设备成为大家的****,就目前而言燃气锅炉相比电锅炉和燃油锅炉在运行成本上有着较大的优势,从长远角度上考虑还是建议用户选择蒸汽热水锅炉。 对于热水锅炉的应用也是较为***的,比如:宾馆和酒店供暖供热、学校供暖供热、小区和企业宿舍暖通和生活热水供应都离不开燃气锅炉,相比燃煤锅炉的优势其在于能够在节省运营成本的前提下提升热效率,相比燃煤锅炉来讲,燃气热水锅炉有着更高的热效率。这也是热水锅炉能够解决锅炉用户燃煤之急,在短期内备受认可的原因。

生物质锅炉工作过程中有很多细节,你不能忽视,你需要时刻关注它的工作状态。 一旦发现异常现象,您需要弄清楚发生了什么,以便您可以避免一些意外情况。 出现。 接下来,我们来看看生物质锅炉的使用情况。 生物质锅炉启动前的进水速度不宜过快,冬季一般不低于4h,其他季节为2~3h,特别是在采水初期。 生物质锅炉的给水温度通常为50-90°C,因此进入汽包的给水温度与汽包壁温度之间的差值不超过40°C。对于不完全的生物质锅炉 冷却后,入口水温可与汽包壁温度相当,否则应减慢进水速度。 当给水进入汽包时,它总是首先接触汽包的下半部分。 如果给水温度和汽包壁温度之间的差异太大,则进水速度快,并且汽包的上壁和下壁,内壁和外壁将具有大的膨胀。 不良,在汽包上造成很大的附加应力,导致汽包变形,严重时会开裂。 由于汽包的壁厚,膨胀缓慢,连接到汽包壁的管壁更薄,膨胀更快。 如果生物质锅炉的入口温度过高或进水速度过快,则会导致膨胀不均匀,导致焊缝出现裂缝并对生物质锅炉造成损坏。 因此,在生物质锅炉的运行过程中,我们不能忽视进水过快的问题,否则影响将非常严重。 生物质锅炉的设计,制造,安装和使用均符合标准GB / T2624-93流量测量标准节流装置设计,安装和使用手册称为标准节流装置的节流装置。 优点是流速和压差之间的关系可以通过标准提供的数据直接计算,而不必通过校准或校准获得。 上述国家标准符合ISO(国际标准化组织)推出的ISO5167-1标准。 标准节流装置*适用于测量圆形管道中单相均质流体的流量。 它需要流体填充管道,在节流阀前后一定距离内没有相变或沉淀,并且流速小于声速。
事实上,由于台系薄膜业者制程能力均符合大陆「太阳能屋顶计画」中,非晶矽薄膜转换效率达6%规定,加上大陆**及地方**积极推动,对于薄膜需求有一定保障,尤其未来在新建筑方面商机潜力不低,台厂很难不心动。
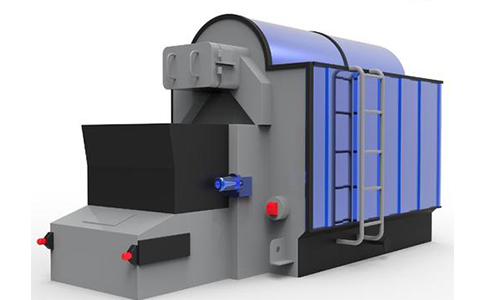
锅筒式 锅筒式热水锅炉 这类热水锅炉,早期大都是由蒸汽锅炉改装而成的,其锅水在锅炉内属自然循环。为保证锅炉水循环安全可靠,要求锅炉要有一定高度,因此这类锅炉体积较大,钢耗和造价相对提高。但是由于这类锅炉出水容量大且能维持自然循环,当系统循环泵突然停止运行时,可以有效地防止锅水汽化。也正是这个原因,自然循环热水锅炉在我国发展较快。 热水锅炉按照燃料不同可以分为电热水锅炉、燃油热水锅炉、燃气热水锅炉、燃煤热水锅炉等;按照是否承压可以分为常压热水锅炉和承压热水锅炉两种,我们通常所说的热水锅炉指的是常压热水锅炉,由于其运行安全,人们洗浴或采暖大都采用了这种常压热水锅炉。
热水锅炉主要有采暖和洗浴两种用途。热水锅炉通过热水循环泵循环保温水箱的热水,周而复始把水箱的热水加热,可以实现洗浴目的;热水锅炉通过热水循环泵循环暖气管道的热水,通过散热器(暖气片)可以达到人们采暖的要求;热水锅炉和热水循环泵配合换热器可以实现洗浴和采暖的双重功能。自然循环的热水锅炉,进、出水均从上锅筒顶接管,由进水分配管将进水导向下降管进入前及侧下联箱,通过入水冷壁管加热上升。上锅筒前、后端在下降与上升水流分界处设有隔水板,隔水板*隔断锅筒横截的下半部。对于强制循环,则进水接入前端下联箱,从前水冷壁管上升至上锅筒(这时前水冷壁下降管取消),然后转入侧水冷壁管下降管到侧下联箱,再布入侧水冷壁管上升到上锅筒,又从前排对流管束下降到下锅筒,***在上、下锅筒之间又迂回几个流程从上锅筒后端出水。强制循环锅炉则不带省煤器。
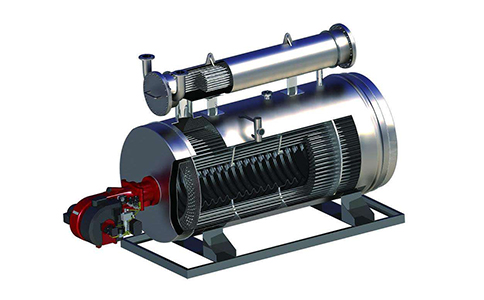
一机多用法 采用通用标准管箱,一台锅炉可以适应单回路、双回路、大温差、小温差等不同运行模式,通过多路换热器的配置,同时实现多路供水,一机多用,用户使用更灵活。 使用寿命长 采用高导热系数的铝硅合金材质,受压元件更耐腐蚀,强度更高; 锅炉内部循环的热媒水经脱氧、除垢后在出厂前一次充注完成,没有损失,不需补水,炉体内部永远不会结垢、腐蚀,使用寿命是普通锅炉的2倍以上。 真空热水锅炉技术 全预混燃烧 一种新型环保的燃烧方式,对燃料和空气进行全预混,通过精密的调节和控制,确保燃气和空气的完全混合,使燃烧更充分;采用表面燃烧技术,使燃烧效率更高,降低NOx排放量。NOx排放低于18mg/Nm³。 燃烧器结构简单,便于操作,用户*操作锅炉控制柜开关即可自动开启运行;全预混燃烧器可实现比例调节,比较大调节范围达到20 - 100%。 UItraten技术--羽翼管 全新的Ultraten技术换热元件--羽翼管,高效节能,高度先进的冷凝技术保证了能源利用高效性,通过把燃气燃烧后生成的烟气中的汽化潜热充分吸收,从而使得能量得以被有效利用,节省了能源,使效率更高; 采用高导热系数的铝硅合金材质,极大地延长了受压元件的使用寿命; 锅炉保护系统 锅炉具有电压超高、**保护,当电源电压超出正常范围后,自动切断锅炉电源并报警。 锅炉具有温度传感器异常保护,每次开机后,锅炉控制系统首先检测传感器情况,如异常则自动切断锅炉电源并报警。
二、产品特点
一般,卸油罐和储油罐中设置蒸汽加热装置,热水锅炉并在日用油箱中设置蒸汽加热装置和电加热装置,在锅炉冷炉点火启动时,因为没有蒸汽而采用电加热,当锅炉点火成功并产生了蒸汽后立刻切换为蒸汽加热。锅炉运行间接供暖对黏度高的重油,除机械粉碎机装置在日用油罐中的一次加热器将油加热到供油工作所要求的适宜黏度对应地温度外,重油被供油泵送至炉前加热器-二次加热器再次加热,后一种是高温热水以满足锅炉油喷嘴雾化的需要。如此,经二次加热的重油主要供燃油锅炉燃用,其他少部分则沿循环回油管路流回日用油罐。 后一种是高温热水锅炉运行间接供暖,供应高温热水直接系统以及通过换热站将高温热水转换为低温热水的低温采暖系统运行方式。该系统中包含了两个**的高低温热水循环方式,两套系立定压。因采暖系统中各自装配**的水循环系统,高低温循环水泵系统,单独的占地面积,此存在设备投资,运营维修,人员配备,二次能源消耗,基建投资,占地面积等诸多问题。 同时组织施工人员学习,熟悉锅炉图纸与锅炉安装有关方面的技术资料,规范,规程后方可开展施工。当油气两用锅炉在水平运输时,必须使枕木等于锅炉基础,保证基础不受损坏。因为燃烧器自身的燃油管路已接好,且留有进,回油两个燃油软管接口所以,回油管接上便可以了。
锅炉范围内管道的直段上,对接焊缝的中心线至管道弯曲超点之间的距离不应小于管道的外径。 额定出口热水温度低于120℃的锅炉可采用冲压弯头,对接焊缝可布置在弯曲起点。 锅炉受热面管子直段上,对接焊缝间的距离不应小于150mm。第35条 在受压元件主要焊缝上及其邻近区域应避免焊接零件。如不能避免时,焊接零件的焊缝可穿过主要焊缝,而不要在焊缝上及其附近区域终止,以避免这些部位发生应力集中。第36条 锅筒内的拉撑件不得采用拼接。第37条 锅筒纵缝两边的钢板中心线应对齐。锅筒环缝两边的钢板比较好中心对齐,也允许一侧的边缘对齐。 厚度不同的钢板对接时,两侧中任何一侧的名义边缘偏差值若超过第54条规定的边缘偏差值,则厚板的边缘须削至与薄板边缘平齐,削出的斜面应平滑,并且斜率不大于1:4,必要时,焊缝的宽度可包含在斜面内,见图4--1。第38条 受压元件上管孔的布置应符合下列规定: 胀接管孔不得开在焊缝上。胀接管孔中心与焊缝边缘及管板扳边起点的距离小应小于0.8d,且不小于0.5+12mm。 焊接管孔应尽量避免开在焊缝上,并避免管孔焊缝与邻焊缝的热影响区互相重合。不能避免时,在管孔周围60 mm范围内的焊缝经射线探伤合格,并且焊缝在管孔边缘上不存在夹渣,方可在焊缝上及其附近开孔。对于额定出口热水湿度高于或等于120℃的锅炉,焊缝上的管接头在焊接后应进行消除应力热处理。第39条 锅炉上开设的人孔、头孔、手孔、清洗孔、检查孔的数量和位置应满足安装、检修和清洗的需要。 锅炉受压元件的人孔盖、头孔盖应采用内闭式结构,手孔盖宜采用内闭式,盖的结构应保证衬垫不会吹出;炉墙上人孔的门应装设坚固的门闩;炉墙上监视孔的盖应保证不会被烟气冲开。第40条 锅筒同径大于或等于800 mm的水管锅炉及锅筒内径大于1000 mm的锅壳式锅炉,都应在封头或筒体上开设人孔。 锅筒内径为800~1000 mm锅壳式锅炉,至少应在封头或筒体上开设一个头孔。 锅壳式锅炉的管板下部若无人孔或头孔时,应开设清洗孔。第41条 门孔的尺寸规定如下: 锅炉受压元件下,椭圆人孔不得小于280~380 mm。人孔圈**小的密封平面宽度为18 mm。人孔盖凸肩与人孔圈之间总间不应超过3 mm,并且凹槽的深度应达到能完整是容纳密封填片。 锅炉受压元件上,椭圆头孔不得小于220~320 mm,颈部或孔圈高度不应超过100 mm。 锅炉受压元件上,手孔短轴不得小于80 mm,颈部或孔圈高度不应超过65 mm。
相关文章

农村家用烧柴取暖锅炉_湖州智能变频取暖锅炉
燃油蒸汽锅炉_导热油蒸汽锅炉

调研35蒸吨以下燃煤锅炉拆除_联合执法撤除无证燃煤锅炉

东北冬季取暖锅炉_冬季取暖锅炉每天运行几小时

锅炉采暖炉_商用电采暖炉价格

全预混冷凝式壁挂炉_锅炉品牌环保低氮冷凝真空热水锅炉

