锅筒的纵、环焊缝及封头的拼接焊缝无咬边,其余焊缝咬边深度不超过0.5 mm。第59条 对接焊接的受热面管子,按JB1611《锅炉管子制造技术条件》进行通球试验。第四节无损探伤检查第60条 无损探伤人中应按原劳动人事部颁发的《锅炉压力容器无扣检测人员资格考核规则》考核,取得资格证书,且只能承担与考试合格的种类和技术等级相应的无损探伤工作。第61条 锅筒的纵向和环向对接焊缝、封头的拼接焊缝以及集箱的纵向对接焊缝的射线探伤数量如下: 对于额定出口热水温度高于或等于120℃的锅炉,每条焊缝100%。 对于额定出口热水湿度高低于120℃的锅炉,每条焊缝至少25%。第62条 炉胆的纵向和环向对接焊缝,炉胆顶的拼接焊缝,其射线探伤数量为每条焊缝至少25%。第63条 对于集箱、管子、管道和其他管件的环焊缝,射线探伤的数量规定见表5-1。第64条 对接焊缝的射线探伤应按GB3323《钢熔化焊对接接头射线照相和质量分级》的规定执行。射线照相的质量要求不应低于AB级。 对于额定出水湿度高于或等于120℃的锅炉,对接焊接的不低于Ⅱ级为合格;对于额定出口热于湿度低于120℃的锅炉,对接焊缝的质量不低于Ⅲ级为合格。第65条 经过部分射线探伤检查的焊缝,在探伤部位两端发现有不允许的缺陷时,应在缺陷的延长方向做补充射线探伤检查。补充检查后,对焊缝质量仍有怀疑时,该焊缝应全部进行射线探伤。 锅炉范围内的受压管道和管子对接接头,如发现有不能允许的缺陷,应做双倍数目的补充探伤检查。如补充检查仍不合格,应对该焊工焊接的全部对接接头做探伤检查。第五节 焊接接头的力学性能试验第66条 为检验产品焊接接头的力学性能,应焊制产品检查试件,以便进行拉伸和冷弯试验。 检查试件数量和要求如下: 对于额定出口热水湿度高于或等于120℃的锅炉,每个锅筒的纵、环焊缝应各做一块检查试板。当批量生产时,允许同批生产的每10个锅筒作纵,环缝检查试板各一块,但必须符合以下条件: 连续累计生产50个以上与该批锅筒钢号相同、焊接材料和工艺相同的锅筒以及连续半年以上生产的所有这类锅筒,其检查试板的力学性能试验都合格; 经制造单位技术总负责人批准,省级劳动部门锅炉压力容器安全监察机构备案。 当材料或工艺改变或出现检查试板性能试验不合格时,应立即恢复每个锅筒作纵、环缝检查试板各一块。 对于额定出口热水湿度低于120℃、额定热工功率大于1.4MW的锅炉,当单台生产时,每台锅炉的名筒应做纵、环缝检查试板各一块;当批量生产时,同批生产的每10个锅筒应做纵、环缝检查试板各一块,不足10个锅筒也应做纵、环缝检查试板各一块。
1吨生物质锅炉的环保优势 一、经济效果****: 1吨生物质锅炉与相同的锅炉相比,燃煤锅炉燃气锅炉消耗巨大,很不经济,而生物质锅炉拥有良好的性价比。燃煤锅炉使用的热能转化率为百分之七十五, 燃气的较高能达到百分之九十,生物质锅炉的效果为百分之八十五以上,可以说十分的划算。按照材料的使用成本来计算,生产相同的热量,需要燃烧66.8单位的煤炭,或者27单位天然气,价格也就可想而知,相比较而言,生物质燃料到处可见,价格低廉,这是它的优势。 在价格上,生物质锅炉的价格也不高,如果在工业中使用的锅炉,燃煤的和燃气的价格都比较高,而一台生物质锅炉价格只是他们的三分之一,而且使用中,节约能源,成本低,适合***使用。 二、环保优势得天独厚: 作为可再生的能源,生物质燃料不仅到处可见,还具有环保的效果。 通过相关部门的测试,生物质锅炉的气体排出为1.3g每立方米,硫氮等气体的含量为80mg,符合国家一级标准。环保效果突出。 燃烧秸秆产生的灰渣可以用来给农田增加肥料,灰渣中含有丰富的氮物质适合作物的成长。而且集中收集,可以美化环境,一般情况下,植被秸秆都被烧了,浪费掉了,很不合理,可以收集起来出售,而且对于农民也是一笔收入。

美国和澳大利亚的太阳能生产商不久前在接受本国媒体采访时,也对中国产品给他们带来的冲击表示不满。美国加利福尼亚州的一些太阳能企业警告说,廉价的中国产品不仅使他们蒙受经济损失、被迫裁员和削减产能,而且可能危及奥巴马**扶持可再生能源产业的计划。《澳大利亚人报》8月底的一篇报道引用堪培拉一家太阳能产品负责人的话说,当地太阳能产业受到中国廉价产品的冲击,无暇应对市场需求。他还表示,一些中国太阳能电池板的价格出现大幅下降,价格从1600澳元降至1050澳元,有的质量很差。
生物质锅炉燃料充分燃烧的条件有哪些:1 适量的空气如果空气量过大会造成炉膛温度降低,增加燃料不完全燃烧,如果空气量不足会导致燃烧效率降低,即浪费了燃料,也造成烟气排放量增加。2 足够的炉温生物质锅炉燃料的充分燃烧首先需要炉温能够满足燃料充分燃烧的需要,燃烧速度与温度成正比关系,在保证炉膛不结渣的前提下,尽量提高炉膛温度。3 燃料与空气的充分混合生物质锅炉在燃烧阶段,要保证空气和燃料的充分混合,在燃尽阶段,要加强扰动。保证燃料在炉排上和炉膛中停留时间够长,这样燃烧就更充分,提高燃烧效率,节约成本。4 合理的火焰前沿位置。生物质锅炉火焰前沿应该位于**炉排与中部炉排的之间区域,火焰在炉排上的充满度好。生物质锅炉。具有出力足,热效率高,运行稳定可靠,超负荷能力强,节能环保等诸多优点,受热面积布置更加合理。充分利用农林秸秆,工业三废等燃料加工制作成环保新型燃料,燃烧清洁无污染,资源利用又环保,生物质锅炉不*能提高企业经济效益,而且也越来越能满足城市环境发展的要求。
锅炉上水时水位不宜太高,对热水锅炉,当锅内水位上升至水位表的低水位线与正常水位线之间即可休止上水。 当发现泄漏时,应拧紧螺丝;若仍旧泄露,则应休止上水,并放水至适合水位,更换密封垫片,待消除泄漏后再重新上水。 留意:上水时,应开启锅筒沙锅内的空气旋塞,以便在锅筒上水时排除锅炉内的空气。 上水的同时,应留意检查人孔盖、手孔盖、法兰接合面及排污阀等有无漏水现象。 1、上水 在锅炉点火前的检查工作完毕后,即可进行锅炉的上水工作。进水钱,应先将给水管道、省煤器内的空气排除,以免产生水击。 热风烘炉时,热风温度不应超过250 ℃,温升速度用调节热风量来实现。 如采用蒸汽烘炉后热风烘炉,炉墙灰浆干燥程度达不到尺度时,4.43万元/(t/h)可在后期补用燃料烘炉。 锅水温度控制在90℃左右,水位保持正常。烘炉过程中,一般不启动引风机、而利用挡板、风门的开关,将炉墙蒸发出来的湿气排出。 2、蒸汽烘炉和热风烘炉 蒸汽烘炉时,锅筒内水位上至低水位,然后用0.29~0.3MPa的饱和蒸汽从水冷壁下集箱的排污阀处连续、平均地送入锅炉,逐渐加热锅水! 烘炉过程中的温度上升速度,应按过热器后的烟温进行控制;对于转砌炉墙,天温升不宜超过80 ℃,以后天天温升不宜超过25 ℃,后期烟温不宜超过160 ℃。炉是通过燃烧器加热的。 燃料和烘炉。烘炉的初三天,用木柴进行烘烤。木柴用堆放在炉膛的中间,点燃木柴后,采用小火烘烤,将烟道挡板开启约1/6~1/5,使烟气缓慢活动,维持锅水温度70~80℃。
锅筒的纵、环焊缝及封头的拼接焊缝无咬边,其余焊缝咬边深度不超过0.5 mm。第59条 对接焊接的受热面管子,按JB1611《锅炉管子制造技术条件》进行通球试验。第四节无损探伤检查第60条 无损探伤人中应按原劳动人事部颁发的《锅炉压力容器无扣检测人员资格考核规则》考核,取得资格证书,且只能承担与考试合格的种类和技术等级相应的无损探伤工作。第61条 锅筒的纵向和环向对接焊缝、封头的拼接焊缝以及集箱的纵向对接焊缝的射线探伤数量如下: 对于额定出口热水温度高于或等于120℃的锅炉,每条焊缝100%。 对于额定出口热水湿度高低于120℃的锅炉,每条焊缝至少25%。第62条 炉胆的纵向和环向对接焊缝,炉胆顶的拼接焊缝,其射线探伤数量为每条焊缝至少25%。第63条 对于集箱、管子、管道和其他管件的环焊缝,射线探伤的数量规定见表5-1。第64条 对接焊缝的射线探伤应按GB3323《钢熔化焊对接接头射线照相和质量分级》的规定执行。射线照相的质量要求不应低于AB级。 对于额定出水湿度高于或等于120℃的锅炉,对接焊接的不低于Ⅱ级为合格;对于额定出口热于湿度低于120℃的锅炉,对接焊缝的质量不低于Ⅲ级为合格。第65条 经过部分射线探伤检查的焊缝,在探伤部位两端发现有不允许的缺陷时,应在缺陷的延长方向做补充射线探伤检查。补充检查后,对焊缝质量仍有怀疑时,该焊缝应全部进行射线探伤。 锅炉范围内的受压管道和管子对接接头,如发现有不能允许的缺陷,应做双倍数目的补充探伤检查。如补充检查仍不合格,应对该焊工焊接的全部对接接头做探伤检查。第五节 焊接接头的力学性能试验第66条 为检验产品焊接接头的力学性能,应焊制产品检查试件,以便进行拉伸和冷弯试验。 检查试件数量和要求如下: 对于额定出口热水湿度高于或等于120℃的锅炉,每个锅筒的纵、环焊缝应各做一块检查试板。当批量生产时,允许同批生产的每10个锅筒作纵,环缝检查试板各一块,但必须符合以下条件: 连续累计生产50个以上与该批锅筒钢号相同、焊接材料和工艺相同的锅筒以及连续半年以上生产的所有这类锅筒,其检查试板的力学性能试验都合格; 经制造单位技术总负责人批准,省级劳动部门锅炉压力容器安全监察机构备案。 当材料或工艺改变或出现检查试板性能试验不合格时,应立即恢复每个锅筒作纵、环缝检查试板各一块。 对于额定出口热水湿度低于120℃、额定热工功率大于1.4MW的锅炉,当单台生产时,每台锅炉的名筒应做纵、环缝检查试板各一块;当批量生产时,同批生产的每10个锅筒应做纵、环缝检查试板各一块,不足10个锅筒也应做纵、环缝检查试板各一块。
充氮法
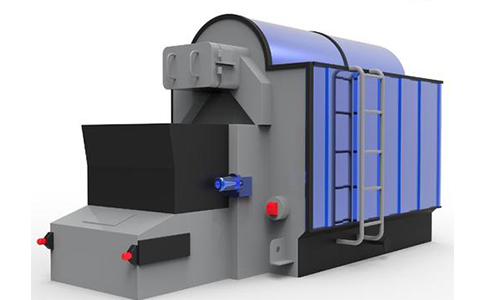
系统介绍生物质锅炉存在的优势:1) 给料系统 给料系统由料仓、振动给料器、皮带输送机、螺旋给料机、斗式提升机、料斗等部件组成。根据不同的燃料性质和锅炉类型采用不同的给料方式。 在工厂中加工成型的BMF燃料通过皮带运输机转存到料仓中,然后再通过斗式提升机(螺旋给料机)把料仓中的BMF燃料供给燃烧器进行燃烧。 2) 燃烧系统 燃烧系统的主要设备是链条炉排,相对燃煤,生物质燃料有较易着火、燃烧快的特点,故炉排减速机采用慢速电机,使炉排运行速度降低。考虑到控制炉排适应不同的锅炉不同负荷,炉排电机采用变频控制,以满足对炉排行走速度的控制。锅炉的料层通过炉排前侧的闸板控制。优化炉膛受热面布置和前后拱结构,采用低温燃烧技术,控制炉膛燃烧温度为750~850℃之间(根据燃料灰熔点确定),有效的抑制碱金属的结渣,降低锅炉腐蚀几率。生物质的燃烧通常可以分为三个阶段,即预热起燃阶段、挥发分燃烧阶段、炭燃烧阶段。生物质在炉排上的燃烧过程分为预热干燥区、燃烧区和燃尽区,根据各区的燃烧特点,各区需要的风量有差别,预热干燥区和燃尽区的风量少一些,燃烧区的风量要大一些。风量的调节通过设置在炉排两侧的调风挡板实现。温度控制是以炉膛内部温度为准,其温度与燃料气化时空气供给的量有关。锅炉负荷的调整通过给料量的调整来进行控制。燃烧后的烟气通过炉膛进入对流烟道进行换热,然后依次进入省煤器(节能器)、空气预热器完成整个燃烧过程,再进入除尘器进行净化处理,***通过烟囱排入大气,由于采用和省煤器和空气预热器等节能装置,降低了烟气温度,**提高了锅炉整体效率。 3) 吹灰系统 锅炉配有全自动声波吹灰装置,可以定时对炉膛和烟管进行吹扫,保证烟管表面不出现积灰,从而实现锅炉的安全高效运行。采用声波吹灰器具有以下优点: 1结构简单,吹灰器本体不用电,没有机械运动旋转机构,没有易损部件,不会产生机构运动旋转故障。 2体积小,重量轻,没有伸缩机构,不存在机械卡壳现象。 3材质耐高温,耐磨损,耐腐蚀,抗老化,使用寿命长。 4安全可靠,不会磨薄或吹损管束,无导致爆管现象,满足人身安全和工业劳动保护条例的要求。 5声波效能高,功率大,频带宽,清灰效果***。 6适应范围广,可适用于各种炉型和锅炉任何部位,包括炉膛水冷壁、过热器、省煤器、空气预热器、电除尘器等;光管和螺旋翅片管均可使用,清灰无死角; 7用气量小,动力消耗少。 8控制系统分为自动、手动功能,可自成单元,也可接入DCS系统,实现全自动化运行。4) 烟风系统 送风系统:锅炉送风系统与炉排进行优化布置,空气经鼓风机通过空气预热器送至炉膛,来达到输送燃料及助燃的作用,炉排下部的风仓使热风可以在炉排下侧均匀的进入炉膛,做到炉排左右两侧配风均匀,减少偏烧现象,保证燃料燃烧完全。引风除尘系统:在引风机作用下,燃烧完成后产生的高温烟气经过在烟管中的对流换热后、再依次通过省煤器、空气预热器进行换热,***进入除尘器净化,***经引风机由烟囱排出。锅炉二次风的布置二次风是指在火床上方送入炉膛的一股强烈气流(习惯上将从炉排下送入的空气称为一次风)。二次风主要作用是扰动炉内气流,使之自相混合,从而使气体不完全燃烧损失和炉膛内过量的空气系数都得以降低。一般情况下,二次风配合炉拱使用,以取得比较好效果。除扰动和混合烟气外,蒸汽锅炉加装二次风若布置恰当,它还能起多种其他的良好作用,例如,二次风能将锅炉炉内的高温烟气引带至漩涡流动,这既可延长未燃尽的飞灰颗粒在炉膛中的行程,增加其停留时间,也由于气流的漩涡分离作用,使部分飞灰摔回炉排,减少飞灰的逸出量。
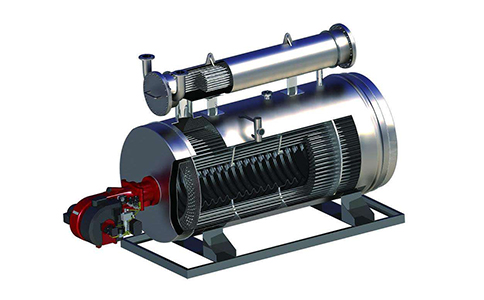
常温清洁空气(水或其它介质)在鼓风机作用下,沿右边通道反方向流动冲刷热管,这时热管右边放热,将清洁空气(水或其它介质)加热,空气流经热管后温度升高烟气除尘所使用的作用力有重力、离心力、惯性力附着力以及声波、静电等。对粗颗粒一般采用重力沉降和惯性力的分离,在较高容量下常采用离心力分离除尘静电除尘器和布袋过滤器具有较高的除尘效率。湿式和文氏水膜除尘器中水滴水膜能粘附飞灰,除尘效率很高还能吸收气态污染物。锅筒简由质量厚钢板制成,是锅炉中**重要的部件之一。锅筒的主要功能是储水,进行汽水分离,在运行中排除锅水中的盐水和泥渣,避免含有高浓度盐分和杂质的锅水随蒸汽进入过热器和汽轮机中。沿右边通道反方包括汽水分离和蒸汽清洗装置、给水分配管、排污和加设备等。其中汽水分离装置的作用是将从水冷壁来的饱和蒸汽与水分离开来,并尽量减少蒸汽中携带的细小水滴。中、低压锅炉常用挡板和缝隙挡板作为粗分离元件;中压以上的锅炉除***采用多种型式的旋风分离器进行粗分离外,还用百叶窗、钢丝网或均汽板等进行进一步分离。锅筒上还装有水位表、安全阀等监测和保护设施。
2.电站锅炉中碳含量和飞灰含碳量,是否是一样的 电站锅炉这一种锅炉,其碳含量和飞灰含碳量,是为其运行参数,不过,从专业角度来讲的话,这两个是不一样的,是有很大区别的。
相关文章

热风炉 厂家_自制水暖热风炉

乌市哪里有卖蒸汽锅炉的_三相电蒸汽锅炉是怎样接线

广西生物质锅炉厂案例_扬州市生物质锅炉
燃气取暖锅炉怎么清理_养猪取暖锅炉批发零售

空气电加热器发热管_防爆空气管道电加热器

生物质锅炉可以烧煤吗_导热油炉和生物质锅炉
学校酒店用蒸汽发生器_蒸汽发生器 热水


