在使用漩涡风机气泵的过程中,需要注意多方面的事项,包括以下几点:
锅炉上水时水位不宜太高,对热水锅炉,当锅内水位上升至水位表的低水位线与正常水位线之间即可休止上水。 当发现泄漏时,应拧紧螺丝;若仍旧泄露,则应休止上水,并放水至适合水位,更换密封垫片,待消除泄漏后再重新上水。 留意:上水时,应开启锅筒沙锅内的空气旋塞,以便在锅筒上水时排除锅炉内的空气。 上水的同时,应留意检查人孔盖、手孔盖、法兰接合面及排污阀等有无漏水现象。 1、上水 在锅炉点火前的检查工作完毕后,即可进行锅炉的上水工作。进水钱,应先将给水管道、省煤器内的空气排除,以免产生水击。 热风烘炉时,热风温度不应超过250 ℃,温升速度用调节热风量来实现。 如采用蒸汽烘炉后热风烘炉,炉墙灰浆干燥程度达不到尺度时,4.43万元/(t/h)可在后期补用燃料烘炉。 锅水温度控制在90℃左右,水位保持正常。烘炉过程中,一般不启动引风机、而利用挡板、风门的开关,将炉墙蒸发出来的湿气排出。 2、蒸汽烘炉和热风烘炉 蒸汽烘炉时,锅筒内水位上至低水位,然后用0.29~0.3MPa的饱和蒸汽从水冷壁下集箱的排污阀处连续、平均地送入锅炉,逐渐加热锅水! 烘炉过程中的温度上升速度,应按过热器后的烟温进行控制;对于转砌炉墙,天温升不宜超过80 ℃,以后天天温升不宜超过25 ℃,后期烟温不宜超过160 ℃。炉是通过燃烧器加热的。 燃料和烘炉。烘炉的初三天,用木柴进行烘烤。木柴用堆放在炉膛的中间,点燃木柴后,采用小火烘烤,将烟道挡板开启约1/6~1/5,使烟气缓慢活动,维持锅水温度70~80℃。

④根据汽压、水位,调整风量、煤量和给水量。
在设计和安装烟囱、烟道时, 应满足以下要求:烟道、烟囱的流通截面积不宜小于锅炉排烟口截面积,多台锅炉共用烟道、锅炉烟囱的截面积取各烟道截面之和的1.2倍。
2.锅炉中,不同炉型所对应的飞灰和炉渣比例,是否一样司炉工和锅炉水化验工,是否要持证上岗锅炉中,其不同炉型的话,那么,在飞灰和炉渣比例上,是不一样的,所以,问题一的回答是为不一样。
锅炉流化床锅炉的升压要求 锅炉流化床锅炉的升压要求
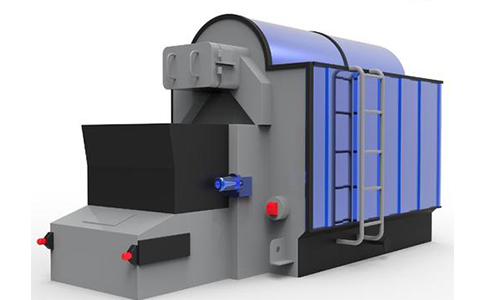
生物质锅炉采用**适合生物质燃料燃烧的燃烧设备----往复炉排。锅炉在结构设计上,相对传统锅炉炉膛空间较大,同时布置非常合理的二次风,有利于生物质燃料燃烧时瞬间析出的大量挥发分充分燃烧。生物质锅炉可配有点火器,实现点火自动化。锅炉的给料、燃烧、除渣、给水、点火都可采用自动控制,操作非常方便。锅炉配有自动清灰装置,能及时***锅炉受热面的积灰,保证锅炉高效稳定运行。相对传统的锅炉,锅炉效率更高,排烟温度低。生物质锅炉在引风机作用下,燃烧完成后产生的高温烟气经过在烟管中的对流换热进入除尘器净化,***经引风机由烟囱排出。1.锅炉吹灰系统:锅炉配有全自动吹灰装置,可以定时对炉膛和烟管进行吹扫,保证烟管表面不出现积灰,从而实现锅炉的安全高效运行。2.锅炉送风系统:锅炉送风系统与燃烧器一体化布置,空气经鼓风机通过燃烧器送至炉膛,来达到输送燃料及助燃的作用。3.锅炉给料系统:给料系统由料仓、振动给料器、螺旋给料机、螺旋给料管等部件组成。在工厂中加工成型的BMF燃料通过皮带运输机转存到料仓中,然后生物质锅炉再通过螺旋给料机把料仓中的BMF燃料供给燃烧器进行燃烧。为保证连续下料及物料输送的稳定性,在料仓和螺旋给料机之间连接一台振动给料器。4.锅炉自控系统:控制系统采用高亮度、全中文显示,以明星PLC控制系统为**控制单元;以人机对话方式与锅炉用户交换信息,实现BMF锅炉全自动操作运行。5.锅炉燃烧系统:燃烧系统由燃烧器、风机、点火器等部件组成。生物质燃料在燃烧器中首先有一个预热过程,然后通过风机把燃料输送到炉膛进行燃烧。生物质成型燃料含有很高的挥发份,当炉膛内温度达到其挥发分的析出温度时,在给风的条件下启动点火器燃料就能够迅速着火燃烧。燃烧器温度控制是以炉膛内部温度为准,其温度与燃料气化时空气供给的量有关。生物质锅炉负荷的调整通过给料量的调整来进行控制。燃烧后的烟气通过炉膛进入对流烟道进行换热,然后进入除尘器进行净化处理,***排出完成整个燃烧和传热过程。
对于额定出口热水温度低于120℃、额定热功率小于或等于1.4MW的锅炉,可以免做产品检查试板。 当环缝的母材的焊接方法与纵缝相同时,可只做纵缝检查试板,免做环缝检查试板。 纵缝检查试板应作为产品纵缝的延长部分焊接,环缝检查试板可模拟产品焊接工艺单独焊接。 产品检查试板应由焊该产品的焊工焊接。试板材料、焊接材料、焊接设备和工艺条件等方面应与所**的产品焊缝相同。试件焊成后应打上焊工代号钢印。检查试板的尺寸应满足制备检验和复验所需的力学性能试样。第67条 检查试件经过外观检查和无损探伤检查后,在合格部位制邓试样。需要返修检查试件的焊缝的,其焊接工艺应与产品焊缝返修的焊接工艺相同。第68条 为检查焊接接头整个厚度上的抗拉强度,应从检查试板上沿焊缝横向切取一个焊接接头拉伸试样。试样的形式和尺寸见图5-1。拉伸试样上母材与焊缝表面的不平整部分应用机械方法除去。 试样的拉伸试验应按GB228《金属拉伸试验法》规定的进行。焊接接头的抗拉强度不低于母材规定值下限为合格。第69条 焊接接头弯曲试样应从检查试板上沿焊缝横向切取两个,其中一个是面弯试样,一个是背弯试样。试样尺寸见图5-2。图中试样宽度B为30mm,试样长度L≈D+2.5So +100 mm。当板厚小于或等于20 mm时,So 为板厚;当板厚大于20 mm时,So 为20 mm。 试样上高于母材表面的焊缝部分应用机械方法去除,试样的拉伸面应平齐且保留焊缝两侧中至少一侧的母材原始表面。试样拉伸面的棱角应修成半径不大于2mm的圆角。 试样的弯曲试验应按GB232《金属弯曲试验方法》规定的方法进行。试样的焊缝中心线须对准弯轴中心。规定的试样弯曲角度见表5--2。弯曲试样冷弯到表5--2规定的角度后,其拉伸面上有任何一条长度大于1.5mm的横向裂纹或缺陷,为不合格。度样的棱角开裂不计,但确因夹渣或其他焊接缺陷引超试样棱角开裂的长度应计入评定。第70条 力学性能试验有某项不合格时,应从原焊制的检查试件中对不合格项目取双倍试样复验,或将原检查试件与产品再热处理一次后进行***复验。 若拉伸和弯曲的每个复验试样的试验结果都合格,则复验为合格,否则为不合格,该试样**的产品焊缝也不合格。第六节 水压试验第71条 受压焊件的水压试验应在无损探伤和热处理后进行。单个锅筒和整装出厂的焊制锅炉,应按本规程第153条的规定在制造单位进行水压试验。
锅炉尾部布置有省煤器、也可根据用户需要布置空气预热器。相对传统的锅炉,锅炉效率更高,排烟温度低。采用高效保温材料,锅炉表面温度低,散热损失可以忽略不计。严格按中国国家规范和标准生产,所有受压部件均采用质量锅炉钢材。每台锅炉出厂前都要经过严格的检验和测试,包括水压试验和X射线检测。设置有人孔、检查门、观火孔等,维护保养十分方便。生物质锅炉的比较大特点是:节能、环保,且安装使用方便。燃料供应锅炉的燃料是生物质颗粒燃料,燃料由输料机送入炉顶料仓,然后由螺旋给料机送入炉膛,均匀散落在炉排上。燃烧过程燃料被螺旋给料机送入炉膛,在此处由于高温烟气和一次风的作用逐步预热,干燥、着火、燃烧,此过程中析出大量挥发分,燃烧剧烈。产生的高温烟气冲刷锅炉的主要受热面后,进入锅炉尾部受热面省煤器和空气预热器,再进除尘器,***经烟囱排入大气。未气化的燃料边向炉排后部运动,直至燃尽,***剩下的少量灰渣落入炉排后面的除渣口。环保排放生物质颗粒燃烧产生的灰份约占燃料的1.5%左右,为方便排灰,锅炉的后部布置有螺旋出渣机,实现连续清灰。锅炉尾部烟道布置有除尘器,保证烟尘排放符合环保要求。锅炉效率生物质锅炉的效率一般都在80%以上,锅炉型号大,燃烧的更充分,锅炉的效率也就更高。比较高的达到了88.3%,比燃煤锅炉平均效率水平高15%。锅炉环保我国目前有工业锅炉约50多万台,每年耗煤量约为全国煤耗总量的1/3,由燃煤工业锅炉造成的环境污染非常严重,大量的工业锅炉必须换用洁净能源。
不仅如此,在我省,伴随户用沼气建设,农村新能源综合配套开发也***展开。去年全省累计推广太阳灶11.2万台、太阳能热水器7.9万平方米,新建户用太阳能采暖房10.4万平方米,推广高效省柴节煤灶8.1万台、节能炉9.9万台、节能炕7.3万铺,年节约生活用能37.4万吨标煤,相当于减排二氧化碳98万吨。更为重要的是,这些新能源的推广,不仅改变了农村的村容村貌,还提升了农民的生活质量。
相关文章

韩奥电锅炉的价格_电锅炉设备有限公司

生物质锅炉热值_生物质锅炉招标

导热油锅炉炉膛负压_热载体燃气导热油锅炉厂家

高压蒸汽锅炉_热水锅炉
生物质锅炉如何降低氧量_安装生物质锅炉的企业要环保证吗

西安布德鲁斯锅炉_节能锅炉和控温锅炉

35t h 燃煤锅炉淘汰_河南燃煤锅炉政策

