生物质锅炉将减低PM2.5的排放,有力的推进了环保事业的发展。燃料分析1,生物质燃料含硫量大多小于0.2%,熄灭时不用设置气体脱硫安装,降低了本钱,又利于环境的维护;2,采用生物质锅炉熄灭设备能够**快速度的完成各种生物质资源的大范围减量化,无害化,资源化应用,而且本钱较低,因此生物质直接熄灭技术具有良好的经济性和开发潜力。3,生物质熄灭所释放的二氧化碳大致相当于其生长时经过光协作用所吸收的二氧化碳,因而能够以为是二氧化碳的零排放,有助于缓解温室效应;4,生物质的熄灭产物用处普遍,灰渣可加以综合应用
6、高压鼓风机免维护使用;它的损耗件**是两个轴承,在质保期之内,基本上不需要维护;

“国家政策导向是好的,但太阳能产业发展更需要有实际行动!”桑乐太阳能销售负责人周晓萍告诉记者,开发商和物业公司提出的种种顾虑并非无法解决,比如美观性,目前住宅楼楼顶高出屋面的矮墙,通常是30厘米高,如果砌成50厘米高,就可以把热水器挡住,并不影响美观。开发商只需在设计住宅时预留基座和管道,就可以避免安装太阳能热水器造成的安全隐患。“这些要求都会增加建筑商的成本。”周晓萍说,如果没有相应优惠政策,建筑商必然缺乏积极性,因此需要出台相应的配套和鼓励措施。
生物质颗粒燃料生产流程 木屑、木质生物颗粒燃料生产由原料、筛分、干燥、旋风分离、成型制粒、冷却、筛分、成品等过程组成,同时,各部分都配有严格的质量监控系统,以确保产品的品质。 木质颗粒燃料生产流程图 原料堆场:原料以锯末、木屑为主。原料库面积500平方米左右,为保证燃料正常、持续生产,需要至少保证15天左右生产的原料需求。因此需堆放500~600吨原料。原料库搭建顶棚防雨、防雷、防风,与生产区和生活区的防火间距大于50米,距公路大于30米,距电力变压器大于30米,并采取隔离措施和设置完备的防火配套设施,以确保安全。 筛分流程:原料通过绞龙输送机输送到筛分机(3kW)进行筛分,提出较大木块或铁钉等杂物。 干燥工序:生物质成型燃料对原料的含水量有较严格的要求,原料经过筛分后,通过绞龙输送机输送到滚筒式烘干机通过热风进行干燥。 旋风分离流程:原料烘干后在传送的过程中,通过后有大量的湿气存在,通过旋风分离器将湿气排走。该系统设置2台旋风分离器,成型后的燃料经冷却后亦需要旋风分离器对成型燃料和湿气进行分离。 物料输送流程:本系统物流传送需要相应的传送设备。根据需要,本次设计采用了螺旋输送机、绞龙输送机和提升机将物料输送到相应的设备。 制粒成型流程:生物质颗粒燃料成型机为生产线关键设备,本系统采用经农业部鉴定的485型生物质颗粒燃料制粒机,功率96kW,产量可达 1.5吨/小时。该设备可以适用锯末、玉米秸秆、豆秸、棉秸和花生壳等不同原料,设备运行稳定。加工而成的木质颗粒燃料密度可以达到1.0-1.3吨/立方米。本系统配置3台制粒机,其中2台使用,一台备用。 冷却工序:出料生物质时颗粒燃料温度高达80~90℃,结构较为松弛,容易破碎,须经过逆流式冷却系统,冷却至常温后方可装袋入库或经皮带输送机和提升机送入筒仓。此套装置设有冷却风机和旋风分离器,可将分离出来的粉末返回到前面工序,进行再造粒。 筛选工序:经过冷却后的颗粒燃料,采用振动筛进行筛选,需经过筛选,将碎料筛选出来,确保生物质颗粒燃料的出厂质量。经过筛选出来的碎料,返回到前面工序,进行再造粒。 成品仓:将加工后的成品颗粒,经提升机送入成品仓,以备装袋入库。 装袋入库:本次设计采用包装输送机进行计量和入带包装,送入成品库。 筒仓系统:根据用户需要,也可采用散料运输,即由成品仓将颗粒燃料经皮带输送机和提升机,直接送入筒仓进行存储,采用汽车将颗粒燃料直接送往用户。
生物质锅炉可配有燃油(燃气)点火燃烧器,实现点火自动化。锅炉的给料、燃烧、除渣、给水、点火都可采用自动控制,操作非常方便。锅炉配有自动清灰装置,能及时***锅炉受热面的积灰,保证锅炉高效稳定运行。锅炉尾部布置有省煤器、也可根据用户需要布置空气预热器。相对传统的锅炉,锅炉效率更高,排烟温度低。 采用高效保温材料,锅炉表面温度低,散热损失可以忽略不计。严格按中国国家规范和标准生产,所有受压部件均采用质量锅炉钢材。每台锅炉出厂前都要经过严格的检验和测试,包括水压试验和X射线检测。设置有人孔、检查门、观火孔等,维护保养十分方便。生物质锅炉的比较大特点是:节能、环保,且安装使用方便。 锅炉采用**适合生物质燃料燃烧的燃烧设备----往复炉排。锅炉在结构设计上,相对传统锅炉炉膛空间较大,同时布置非常合理的二次风,有利于生物质燃料燃烧时瞬间析出的大量挥发分充分燃烧。
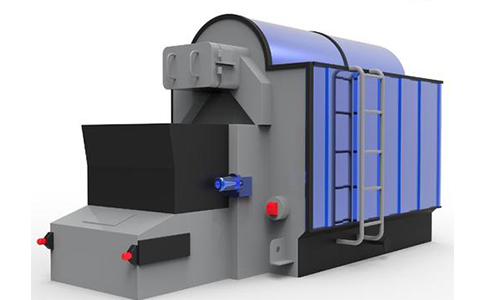
锅炉采用**适合生物质燃料燃烧的燃烧设备----往复炉排。锅炉在结构设计上,相对传统锅炉炉膛空间较大,同时布置非常合理的二次风,有利于生物质燃料燃烧时瞬间析出的大量挥发分充分燃烧。锅炉可配有燃油(燃气)点火燃烧器,实现点火自动化。锅炉的给料、燃烧、除渣、给水、点火都可采用自动控制,操作非常方便。锅炉配有自动清灰装置,能及时***锅炉受热面的积灰,保证锅炉高效稳定运行。锅炉尾部布置有省煤器、也可根据用户需要布置空气预热器。相对传统的锅炉,锅炉效率更高,排烟温度低。 采用高效保温材料,锅炉表面温度低,散热损失可以忽略不计。严格按中国国家规范和标准生产,所有受压部件均采用质量锅炉钢材。每台锅炉出厂前都要经过严格的检验和测试,包括水压试验和X射线检测。设置有人孔、检查门、观火孔等,维护保养十分方便。生物质锅炉的比较大特点是:节能、环保,且安装使用方便。燃料供应锅炉的燃料是BMF燃料,燃料由输料机送入炉顶料仓,然后由螺旋给料机送入炉膛,均匀散落在炉排上。燃烧过程燃料被螺旋给料机送入炉膛,在此处由于高温烟气和一次风的作用逐步预热,干燥、着火、燃烧,此过程中析出大量挥发分,燃烧剧烈。产生的高温烟气冲刷锅炉的主要受热面后,进入锅炉尾部受热面省煤器和空气预热器,再进除尘器,***经烟囱排入大气。未气化的燃料边向炉排后部运动,直至燃尽,***剩下的少量灰渣落入炉排后面的除渣口。环保排放BMF燃烧产生的灰份约占燃料的1.5%左右,为方便排灰,锅炉的后部布置有螺旋出渣机,实现连续清灰。锅炉尾部烟道布置有除尘器,保证烟尘排放符合环保要求。锅炉效率生物质锅炉的效率一般都在80%以上,锅炉型号大,燃烧的更充分,锅炉的效率也就更高。比较高的达到了88.3%,比燃煤锅炉平均效率水平高15%。

不过,虽然知道,但是这并不等于有***了解,所以,在接下来的时间里,将会通过具体内容,来展开和进行,从而达到上述目的。
①节能器水温、流量变化大,严重水冲击,再循环回路操作不当。
其次,还有必要对液相有机热载体锅炉进行冷态和热态调试,其中冷态调试是有机热载体按需求注入体系后在常温下进行的,调试的进程中应翻开高位槽放空阀和管道放空阀,不断排出空气,直到循环泵出口压力表及体系压力表平稳显现。
对于额定出口热水温度低于120℃、额定热功率小于或等于1.4MW的锅炉,可以免做产品检查试板。 当环缝的母材的焊接方法与纵缝相同时,可只做纵缝检查试板,免做环缝检查试板。 纵缝检查试板应作为产品纵缝的延长部分焊接,环缝检查试板可模拟产品焊接工艺单独焊接。 产品检查试板应由焊该产品的焊工焊接。试板材料、焊接材料、焊接设备和工艺条件等方面应与所**的产品焊缝相同。试件焊成后应打上焊工代号钢印。检查试板的尺寸应满足制备检验和复验所需的力学性能试样。第67条 检查试件经过外观检查和无损探伤检查后,在合格部位制邓试样。需要返修检查试件的焊缝的,其焊接工艺应与产品焊缝返修的焊接工艺相同。第68条 为检查焊接接头整个厚度上的抗拉强度,应从检查试板上沿焊缝横向切取一个焊接接头拉伸试样。试样的形式和尺寸见图5-1。拉伸试样上母材与焊缝表面的不平整部分应用机械方法除去。 试样的拉伸试验应按GB228《金属拉伸试验法》规定的进行。焊接接头的抗拉强度不低于母材规定值下限为合格。第69条 焊接接头弯曲试样应从检查试板上沿焊缝横向切取两个,其中一个是面弯试样,一个是背弯试样。试样尺寸见图5-2。图中试样宽度B为30mm,试样长度L≈D+2.5So +100 mm。当板厚小于或等于20 mm时,So 为板厚;当板厚大于20 mm时,So 为20 mm。 试样上高于母材表面的焊缝部分应用机械方法去除,试样的拉伸面应平齐且保留焊缝两侧中至少一侧的母材原始表面。试样拉伸面的棱角应修成半径不大于2mm的圆角。 试样的弯曲试验应按GB232《金属弯曲试验方法》规定的方法进行。试样的焊缝中心线须对准弯轴中心。规定的试样弯曲角度见表5--2。弯曲试样冷弯到表5--2规定的角度后,其拉伸面上有任何一条长度大于1.5mm的横向裂纹或缺陷,为不合格。度样的棱角开裂不计,但确因夹渣或其他焊接缺陷引超试样棱角开裂的长度应计入评定。第70条 力学性能试验有某项不合格时,应从原焊制的检查试件中对不合格项目取双倍试样复验,或将原检查试件与产品再热处理一次后进行***复验。 若拉伸和弯曲的每个复验试样的试验结果都合格,则复验为合格,否则为不合格,该试样**的产品焊缝也不合格。第六节 水压试验第71条 受压焊件的水压试验应在无损探伤和热处理后进行。单个锅筒和整装出厂的焊制锅炉,应按本规程第153条的规定在制造单位进行水压试验。
相关文章

锅炉水质化验要用什么一_劈柴烧锅炉

电蒸汽发生器价格_优利蒸汽发生器软水器

简述除氧器的除氧原理_旋膜式热力除氧器
锅炉mw和Kw_锅炉除垢报价
河北电导热油炉_导热油炉20燃气

福州生物质蒸汽发生器_蒸汽发生器注水不停

燃气蒸汽锅炉为何保养内容_如何电蒸汽锅炉


