锅筒的纵、环焊缝及封头的拼接焊缝无咬边,其余焊缝咬边深度不超过0.5 mm。第59条 对接焊接的受热面管子,按JB1611《锅炉管子制造技术条件》进行通球试验。第四节无损探伤检查第60条 无损探伤人中应按原劳动人事部颁发的《锅炉压力容器无扣检测人员资格考核规则》考核,取得资格证书,且只能承担与考试合格的种类和技术等级相应的无损探伤工作。第61条 锅筒的纵向和环向对接焊缝、封头的拼接焊缝以及集箱的纵向对接焊缝的射线探伤数量如下: 对于额定出口热水温度高于或等于120℃的锅炉,每条焊缝100%。 对于额定出口热水湿度高低于120℃的锅炉,每条焊缝至少25%。第62条 炉胆的纵向和环向对接焊缝,炉胆顶的拼接焊缝,其射线探伤数量为每条焊缝至少25%。第63条 对于集箱、管子、管道和其他管件的环焊缝,射线探伤的数量规定见表5-1。第64条 对接焊缝的射线探伤应按GB3323《钢熔化焊对接接头射线照相和质量分级》的规定执行。射线照相的质量要求不应低于AB级。 对于额定出水湿度高于或等于120℃的锅炉,对接焊接的不低于Ⅱ级为合格;对于额定出口热于湿度低于120℃的锅炉,对接焊缝的质量不低于Ⅲ级为合格。第65条 经过部分射线探伤检查的焊缝,在探伤部位两端发现有不允许的缺陷时,应在缺陷的延长方向做补充射线探伤检查。补充检查后,对焊缝质量仍有怀疑时,该焊缝应全部进行射线探伤。 锅炉范围内的受压管道和管子对接接头,如发现有不能允许的缺陷,应做双倍数目的补充探伤检查。如补充检查仍不合格,应对该焊工焊接的全部对接接头做探伤检查。第五节 焊接接头的力学性能试验第66条 为检验产品焊接接头的力学性能,应焊制产品检查试件,以便进行拉伸和冷弯试验。 检查试件数量和要求如下: 对于额定出口热水湿度高于或等于120℃的锅炉,每个锅筒的纵、环焊缝应各做一块检查试板。当批量生产时,允许同批生产的每10个锅筒作纵,环缝检查试板各一块,但必须符合以下条件: 连续累计生产50个以上与该批锅筒钢号相同、焊接材料和工艺相同的锅筒以及连续半年以上生产的所有这类锅筒,其检查试板的力学性能试验都合格; 经制造单位技术总负责人批准,省级劳动部门锅炉压力容器安全监察机构备案。 当材料或工艺改变或出现检查试板性能试验不合格时,应立即恢复每个锅筒作纵、环缝检查试板各一块。 对于额定出口热水湿度低于120℃、额定热工功率大于1.4MW的锅炉,当单台生产时,每台锅炉的名筒应做纵、环缝检查试板各一块;当批量生产时,同批生产的每10个锅筒应做纵、环缝检查试板各一块,不足10个锅筒也应做纵、环缝检查试板各一块。
第80条 胀接管子材料应选用低于管板硬度的材料。若管端硬度大于管板硬度或管端布氏硬度HB大于170时,应进和行退火处理。管端退火长度不应小于100 mm。第81条 采用内径控制法时,肛管率一般应在1~2.1%范围内,并按下式计算: 式中:Hn--内径控制法的胀管率,%; d1 --胀完后的管子实测内径,mm; S --未胀时管子实测壁厚,mm; d --未胀时管孔实测内径,mm。第82条 管端伸出量以6~12mm为宜。管端嗽口的扳边应与管子中心线成12~15°角,扳边超点与管板表面以平齐为宜。 对于锅壳工锅炉,直接与火焰接触的烟管管端必须进行90°扳边。扳边后的管端与管板的间隙不得大于0.4mm,并且间隙的长度不得大于周长的五分之一。第83条 胀接客端不应有起应、皱纹、裂纹、切口和偏斜等缺陷。在胀接过程中,应随时检查胀口的胀接质量,及时发现和消除缺陷。第84条 为了计算胀管率和核查胀接质量,施工单位应根据实际检查和测量结果,做出胀接记录。第85条 胀接全部完毕后,必须进行水压试验,检查胀口的严密性。第七章 铸铁锅炉第86条 额定出口热水温度低于120℃且额定出水丈夫力不超过0.7Mpa的锅炉可以用牌号不低于HT150的灰口铸铁制造,参数超过此范围的锅炉不应采用铸铁制造。第87条 锅炉的结构必须是组合式的。锅片之间连接处必须可靠地密封。第88条 锅片的**小壁厚一般为10mm。也可以采用强度计算的方法确定**小壁厚。 制造单位应采取有效方法控制**小壁厚。对同批生产的锅片应进行不少于20%的壁厚测量,且不少于1片。每种锅片应有测点图,测点数量按产品技术条件的规定。第89条 锅炉下部容易积垢的部位应设置内径不小于25mm的检查孔。第90条 有下列情况之一时,应进行锅片或锅炉的冷态爆破验证试验。 ***采用的锅片结构。 改变锅片材料的牌号。锅片的爆破试验应取同种的三片锅片进行试验。锅炉的爆破试验应取锅炉前部、中部、后部各三片锅片进行试验。对于额定出水压力小于或等于0.4Mpa的锅炉,爆破压力须大于4P+0.2Mpa;对于额定出水压力水于0.4Mpa的锅炉,爆破压力须大于5.25p。第91条 制造单位应制订经过验证的受压铸件的铸造工艺规程,并按其实施。第92条 受压铸件必须进行消除铸件内应力的处理,宜采用退火热处理。第93条 受压铸件不允许有裂纹、穿透性气孔、缩孔、缩松、浇不到、冷隔等铸造缺陷。
4 滤袋材质的选择
锅炉与我们的日常生活供暖供热息息相关,也是我们在冬季暖通中不可缺少的一部分。现如今各行业都在积极响应环保节能的新政,节能减排也成为未来发展的**点。 在大多数人中的印象中一提到锅炉想必首先想到的就是燃煤锅炉,当然这也是本世纪初使用较为***的设备,但随着锅炉设备行业的发展,燃气热水锅炉、生物质燃料锅炉、燃油锅炉、电锅炉逐渐出现在工业中。燃煤锅炉的成本虽然要低于电锅炉和燃油锅炉,但废气排放一直是难以解决的问题,再加上时代发展主导提倡绿色、节能,有些地区像北京、成都、西安、郑州等城市更是提前进入低氮排放标准。所以锅炉房改造迫在眉睫。 想要解决用户的燃煤之急,打造符合标准的锅炉房,就必须淘汰老设备,热水锅炉、低氮锅炉以及真空锅炉作为燃气蒸汽锅炉中的具有代表性的设备成为大家的****,就目前而言燃气锅炉相比电锅炉和燃油锅炉在运行成本上有着较大的优势,从长远角度上考虑还是建议用户选择蒸汽热水锅炉。 对于热水锅炉的应用也是较为***的,比如:宾馆和酒店供暖供热、学校供暖供热、小区和企业宿舍暖通和生活热水供应都离不开燃气锅炉,相比燃煤锅炉的优势其在于能够在节省运营成本的前提下提升热效率,相比燃煤锅炉来讲,燃气热水锅炉有着更高的热效率。这也是热水锅炉能够解决锅炉用户燃煤之急,在短期内备受认可的原因。
生物质锅炉的开发应用 锅炉的设计制造技术目前还是以引进技术、国内制造为主。山东单县、高唐等多个项目都是引进丹麦BWE公司的秸秆生物发电技术。这种锅炉技术在国外已经成熟并缛到了认可,但价格相对较高,我国目前尚处于消化吸收国外先进技术阶段.从利用生物质能、环境保护方面考虑必须开发具有自主知识产权的国产生物质锅炉。 国内现有的生物质锅炉主要以农作物秸秆为主,已经初步具备的燃烧技术包括:秸秆捆扎进料结合水冷震动炉排技术、秸秆与煤混烧技术、压制成型的秸秆燃烧技术。 秸秆捆扎进料的燃烧,燃用前,需对每一包捆扎的秸秆进行红外线检测其含水量,含水量<25%的合格品,经破碎机破碎后进人炉膛,并结合水冷震动式炉排技术进行燃烧。 秸秆与煤混烧技术在国内乜有运用,山东十里泉发电厂在原来的煤粉炉上掺烧破碎的秸秆,然而产生的灰渣很难得到综合利用。单独的秸秆燃烧产生的灰渣含有很高的钾元素,可以用作肥料;煤的灰渣主要用于水泥工业的原材料。然而试验证明,秸秆与煤混烧的灰渣中的钾元素对其回收利用具有负面影响。 采用压制成型的燃料,将秸秆的体积压缩到原来的l/lo—1/15。燃烧设备采用在角管式锅炉炉排的基础上,结合生物质燃料的特点而开发的具有四方厂**的鳞片式链条炉排,铸造精度高,炉排密封性好,通风间隙均匀,风室采用统仓等压风室,风室风压比一般炉摊风压高100一200 Pa,对燃料的穿透力强,有利于锅炉的强化燃烧。同时采用“室燃+层燃”的燃烧方式,燃料在炉前进料口通过可调式二次凤送入炉膛,在一次风的配合下,破碎后的秸秆在炉膛内悬浮和半悬浮燃烧,未燃尽的秸秆落在炉排上继续燃烧;设计高的炉膛结构,延长烟气在炉膛的停留时间,通过一二次风的合理配比,保证悬浮燃烧和层燃燃烧的顺利进行。锅炉的结构紧凑,秸秆燃料的前处理占地面积小,燃料的破碎和送料均可以采用原有的燃煤锅炉设备,并可利用原有的锅炉房以及原有的燃料储存场地,不需添置太多的先进设备,比较适合原有小火电厂的改造。
综合上述得知,过量向热水采暖系统补给水是造成热水锅炉腐蚀、降低使用寿命的关键。

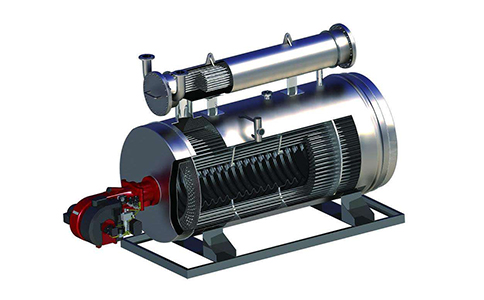
热水锅炉属于压力容器,因为热水锅炉始终处于满水状态,热水锅炉锅炉主机外所以不设水位计,但是必须装设压力表、安全阀和温度计。热水锅炉供热系统的循环水泵一般选用清水泵,它是抽系统工程的回水送往锅炉,既要克服系统循环阻力,又要维持锅炉有一定压力,保证高温时热水不汽化。又能供应高温热水。热水锅炉按照燃料的不同可以分为燃煤热水锅炉、燃油热水锅炉、燃气热水锅炉和电加热承压热水锅炉等;按照结构的不同可以分为立式热水锅炉和卧式热水锅炉。 新型DZH系列热水锅炉为单锅筒纵置式水火管锅壳式锅炉,燃烧设备为活动炉排。炉膛左右两侧水冷壁为辐射受热面,炉膛两翼为对流受热面,锅筒内布置螺纹烟管对流受热面,炉墙采用耐热混凝土整体浇注捣制成型新工艺,锅炉主机外侧为立体形护板外壳。 锅炉本体在总体结构上采用上置锅筒,水冷壁管和集箱左右对称布置的形式。锅筒由筒体和前后管板组焊而成。该锅炉炉膛内布置有挡火花墙,燃烧效率高。 该系列锅炉采用新科研成果,如:集箱回水引射、拱型管板、螺纹烟管等,解决了锅壳式锅炉的管板裂纹,水冷壁爆管、热效率低、出力不足、煤质适应性差等问题。侧为立体形护板外壳 燃料经活动炉排进入炉膛燃烧,产生的烟气沿锅筒底部经由八字墙上的出口烟窗进入两翼对流管束,通过前烟箱进入螺纹烟管,经过省煤器、除尘器,由引风机抽引通过烟囱排入大气。 (1)采用拱型管板与螺纹烟管组成锅筒,使锅筒由准钢性体变为准弹性体结构,取消了管板区的拉撑件,减少了应力。管板内烟管由两回程改为单回程,解决了管板裂纹的难题。 (2)锅筒下部由于布置了升管排,消除了锅筒底部的死水区,使泥渣不易沉积,锅筒高温区能得到良好的冷却,预防了锅筒下部鼓包。
造成生物质锅炉里的生物质不完全燃烧的原因有以下几方面: 1、锅炉内的温度不够高,在正常情况下,炉膛的温度达不到600摄氏度,无法构成良好的燃烧结构。 2、提供的空气量不够,燃料无法完成充分燃烧,或者是空气量供给的足够,但是混合接触不充分,造成燃烧紊乱。 3、燃料中的水分太大,不能进行正常的燃烧,另外燃料颗粒的大小要均匀,过大不能进行燃烧反应。反应的时间达不到要求,燃烧的时间不够,都会造成不完全燃烧。 4、一次性给料过多,会造成炉排上的料层过厚,气体和燃料达不到良性混合,蓄热能力达不到充分燃烧的要求。 生物质燃料不完全燃烧的因素找到了,便好针对原因对锅炉进行整改,具体整改措施如: 1.改善炉排结构,以提升膛内温度,为燃料充分燃烧提供燃烧基础; 2.增加二次进风口,补充膛内燃料燃烧所需氧气; 3.从颗粒燃料生产源头抓起,保证燃料低水分,控制颗粒机出粒大小均匀; 4.结合炉排实际燃烧状况,合理设置上料机上料速度、投料量。 从以上四个方面加强控制便能保证生物质燃料在锅炉中完全燃烧,燃料充分完全燃烧才能提升锅炉热效率,保证生物质锅炉的节能效益比较大化。
当锅炉冷态启动的时候,需要以正确的方式点火,一定要等到充分通风后才能打开点火装置,随后将油***打开。
**近,生物质锅炉市场极乱,我公司从来不做煤锅炉,我公司相关证件上均有生物质字样。环保所迫很多煤锅炉厂家即将倒闭,为了生存就拿煤锅炉充当生物质锅炉,只要做煤锅炉的厂家比较好慎重选择,因为生物质的燃烧技术不是1或2年就能掌握的,煤锅炉厂家始终摆脱不了煤锅炉的设计理念,二者有较大的区别。买到煤锅炉后燃用生物质冒黑烟较严重,一样面临再次拆除。识别方法如下:、和其探讨生物质燃料的特性,成型机的原理和各种燃料的适用性,生物质燃料燃烧的条件,生物质锅炉的燃烧原理、特性、注意事项、优缺点、与煤锅炉的差异等等。、从事生物质产业的时间、专业性、用户群、库存量、**及相关群体的社会影响力。、生物质的发展历史,各地的政策支持、政策导向、政策发展趋势、***政策要求及**终走势。、与煤、气、油、电等燃料锅炉的投资与运行成本比较等。从以上几方面基本可以判断供货商的专业性。可以说,没有5年以上经验的厂家基本没此优势,只会跟风走。10多年来我们只做生物质锅炉,有客户合同为证,欢迎您考证。、关于设计专业技术方面可另行沟通。
相关文章

工业电锅炉_电磁加热炉

燃煤锅炉中毒和窒息危害_安阳市燃煤 锅炉 企业名单

燃气锅炉房水平烟管长度_燃气锅炉用水质全分析

烟台锅炉厂家_临沂燃煤锅炉厂家

成都导热油炉_导热油炉资质
天然气直燃式热风炉_小型热风炉设计

100吨燃煤热水锅炉参教_29mw热水锅炉多少吨


