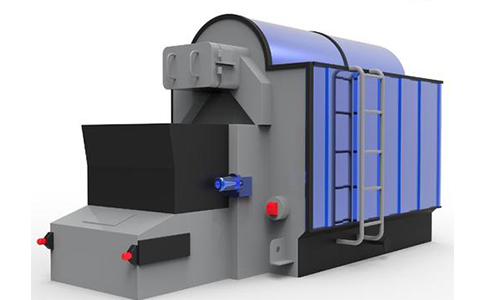
有很多人关注生物质锅炉的使用。 使用它们时,可能会遇到很多问题。 如果你无法解决它们,你可能会有更多的影响。 但如何使用生物质锅炉是正确的? 以下是具体分析: 如何使用生物质锅炉? 有许多类型的蒸汽产品,它们可以煮沸水,转移能量,通过使用燃料将燃料转化为蒸汽,甚至在许多地区进行采访和洗浴,这已成为当前生物质锅炉的综合组成部分。 生物质锅炉,包括点火系统,供气系统,两种类型的生物质锅炉,须确保一定的通风量。 高通风是为了避免锅炉,蒸汽转移过程中堵塞,并导致锅炉损坏。 生物质锅炉的主要组成部分包括点火系统,以避免意外熄火。 生物质锅炉的液晶显示屏该屏幕设计用于实时监控其数据,以用于锅炉。 哪种生物质锅炉更适合购买? 经过比较,优势更大。 通过计算机控制监控数据以避免过度错误的数据影响到所有方面。 在国内,通过物理和化学反应的处理,结合机械锅炉的选择,更方便。 无论是基于气体的生物质锅炉还是一般类型的生物质锅炉,都须进行比较,但之后可能会影响生物质锅炉的顺序。 在维护时,将在一周左右进行统一检查,以检查和维持生物质锅炉的蒸汽开发效果,或者是否由于过多的问题而引起问题。 经过这些比较,生物质锅炉的整个锅炉选择不会造成质量问题,甚至通过加热和洗浴,这些标准,直观地看到生物质锅炉的实用性和购买措施 以上所有是正确使用生物质锅炉不可忽视的关键点。 我相信每个人都知道在阅读之后如何使用它是正确的。
热水锅炉全自动定时、定温运行: 1、电脑式热水锅炉控制器,所有的功能被神奇地存储在一张智能芯片上,锅炉一键开机,全自动定时、定温运行,用户可以设定启、停炉时间,温运行,热水锅设置完成后,不需专人值守,省事、省力。 2、配置进口品牌燃烧器,炉全自动定时、定自动化程度高,按照控制器指令自动吹扫,电子自动点火,自动燃烧,风油(气)自动比例调节,性能安全稳定,燃烧效果好。并有熄火保护装置,保证安全运行。 3、火管内插有阻燃扰流片,减缓排烟速度,加强换热,减少热损失,节省燃料。 4、大字体显示水温,方便掌握锅炉及系统的运行状况,水温从10℃到90℃可以随意设置,锅炉全自动向系统供暖或为用户提供生活、洗浴用热水。 配置热水锅炉**微电脑控制器,大屏幕全中文液晶屏,带有超亮背光灯,无论白天黑夜,锅炉运行状态清晰可见。显示齐全:循环泵工作情况、燃烧器工作情况、炉水温度、水位高低、当前时间、报警记录等,锅炉运行状态一应俱全;设置方便:锅炉开机后,操作人员可通过6个按键随意进入待命状态(设置)、进入运行状态(开机)、退出运行状态(停机),热水锅炉随意在处于待命状态时进行运行参数的设定;功能齐全:可任意设定当前时间、报警温度、水温上限温度、水温下限温度、循环泵开启温度、循环泵关闭温度、锅炉开关机时间(可分4个时间段)等运行参数。

管式 装配电脑式开水锅炉控制器,所有的功能存储在一张智能芯片上,实现了锅炉的智能化、数字化、自动化、人性化,锅炉智能控制水温,达到水温加热自动停止;屏幕大字体显示水温,炉水温度一目了然。2、炉水温度从10℃到100℃可以随意设置,锅炉既可以供应热水洗澡又能提供开水饮 用,可以一炉两用。3、炉体顶部设有通大气口,锅炉处于无压状态,毫无危险,整机同时配备过热保护(炉内水温超高时,加热管自动停止工作并蜂鸣报警、二次过热保护(锅炉外壳温度超过105℃时,自动切断二次回路)、防干烧缺水保护(炉水低于极低水位时,锅炉停止工作并发出蜂鸣报警)等多项安全保护。 锅筒式 锅筒式热水锅炉 这类热水锅炉,早期大都是由蒸汽锅炉改装而成的,其锅水在锅炉内属自然循环。为保证锅炉水循环安全可靠,要求锅炉要有一定高度,因此这类锅炉体积较大,钢耗和造价相对提高。但是由于这类锅炉出水容量大且能维持自然循环,当系统循环泵突然停止运行时,可以有效地防止锅水汽化。也正是这个原因,自然循环热水锅炉在我国发展较快。 热水锅炉按照燃料不同可以分为电热水锅炉、燃油热水锅炉、燃气热水锅炉、燃煤热水锅炉等;按照是否承压可以分为常压热水锅炉和承压热水锅炉两种,我们通常所说的热水锅炉指的是常压热水锅炉,由于其运行安全,人们洗浴或采暖大都采用了这种常压热水锅炉。
热水锅炉热阻与许多因素有关,考虑单位面积内布置的埋管量对换热器换热能力的影响,将此热阻定义为管间热阻。为此即假定水平埋管是由间隔均匀的平行直管道组成的,此时管道间距为1/β。由管道外壁到两管道中间区域的中点的热阻即管间热阻,可以表示为单位长度管子的热阻可近似地表示为rl= rp+rg,折合成单位土壤面积的热阻为r2=rl/β,则由管内流体到热源平面的传热热阻引起的温升 国内循环流化床热水锅炉燃料制备系统的工艺形式以粗碎+筛分+细碎为基本形式,其他根据每个工程的具体情况和条件适当作以变更或重新组合。常用的几种形式为: 1.粗碎+筛分+细碎。这种形式可以基本上满足循环流化床锅炉入炉煤的要求。其特点是: (1)系统总破碎比的合理分配; (2)减少燃煤的过渡粉碎,燃料粒径分布基本符合宽筛分分布规律; (3)可选用小规格的细碎机。这种形式可适用于原煤中超出规定粒度的颗粒较多,且50mm以上颗粒占一定比例的系统。 2.筛分+细碎。该形式适用原煤中绝大部分为小于50mm,其中大于50mm的大颗粒含量极少且比较大不超过80mm系统。 3.粗碎+细碎。这种形式较适用于原煤粒度较大,煤中杂质较多,原煤水份相对较大,容易造成筛孔堵塞的系统。其缺点是燃料过粉碎现象较严重。
生物质燃烧机适用于涂装线体、电镀厂烤炉、锅炉、小型电站锅炉、工业窑炉、生物质锅炉,焚烧炉、熔炼炉、压铸机、烘干设备、厨房设备、干燥设备、食品烘干设备、熨烫设备、烤漆设备、公路筑路机械设备、工业退火炉、燃油,燃气,燃煤大吨位锅炉,沥青加热设备等各种热能行业。 设备应用范围广:生物质燃烧机适用于涂装线体、电镀厂烤炉、锅炉、小型电站锅炉、炉生物质颗粒多少一吨比燃气锅炉加热成本降低4工业窑炉、焚烧炉、熔炼炉、压铸机、烘干设备、厨房设备、生物质颗粒多少一吨干燥设备、食品烘干设备、熨烫设备、公路筑路机械设备、工业退火炉、燃油,燃气,燃煤大吨位锅。 燃料来源广:本燃烧机以木质、生物质锅炉木屑颗粒为原料,热值高,且避免了秸秆颗粒容易发生结焦现象的发生。
褐煤烘干机,煤泥烘干机,蒙煤烘干机,河沙烘干机等烘干设备大型研发基地,欢迎广大客户致电咨询:0371-67793637
该流动是非脉动流动,并且流过节流阀之前的流体流动平行于管道的轴线并且没有旋流。 流动条件是完全发展的湍流。 标准节流装置分为标准孔,标准喷嘴和长直径喷嘴。 生物质锅炉标准孔板加工简单,成本低,缺点是流体流动压力损失大; 标准喷嘴的特性与标准喷孔板的特性完全相反。 长径喷嘴适用于低雷诺数流量的测量。 生物质锅炉标准孔板的受压方式有两种:角接连接压力和法兰压力法。 其中,角接合压力法分为两种类型:环室压力法和单孔压力法。
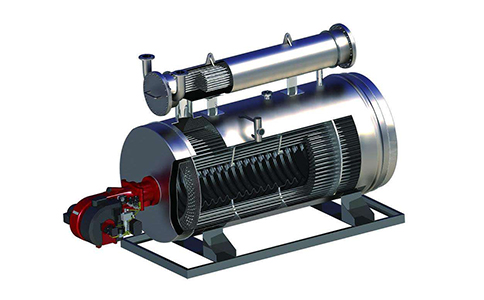
随着热水锅炉的升级和改进,设备在操作控制自动化程度上得以很好的提升。热水锅炉在使用过程中其燃烧状态和水温都可以通过系统控制台进行操作,这种炉型操作简单,而且能够直观的观察锅炉的运行状况,多用于商用,如:酒店锅炉系统、学区供暖供热、医院等机构供暖供热,中小企业供暖使用也较多。 刚才说了热水锅炉的使用范围和操作优势,接下来我们来看看其结构特点,与传统蒸汽锅炉不同的是其采用三回程螺纹烟管作为传热管道,螺纹烟管则能够直接强化热能的传送效果,提高热效率,较少热量流失。小编建议用户们在使用时可以结合低燃烧室配置,这样可以提高水的循环力。主结构和烟管采用一体式焊接模式,使锅炉运行稳定,热水锅炉一般前烟室会有观察眼,可以随时查看炉内情况,后燃烧室则有可拆卸烟室门。便于维护和打扫,现有热水锅炉较燃煤或生物质燃料锅炉相比在烟尘上有巨大优势,燃气锅炉与燃煤锅炉的燃烧方式不同,这也决定了其热效率和排烟。更多用户选择热水锅炉或蒸汽锅炉替代燃煤或生物质燃料锅炉不**是为了遵守相关锅炉房改造升级标准,也是时代发展的趋势。
对于额定出口热水温度低于120℃、额定热功率小于或等于1.4MW的锅炉,可以免做产品检查试板。 当环缝的母材的焊接方法与纵缝相同时,可只做纵缝检查试板,免做环缝检查试板。 纵缝检查试板应作为产品纵缝的延长部分焊接,环缝检查试板可模拟产品焊接工艺单独焊接。 产品检查试板应由焊该产品的焊工焊接。试板材料、焊接材料、焊接设备和工艺条件等方面应与所**的产品焊缝相同。试件焊成后应打上焊工代号钢印。检查试板的尺寸应满足制备检验和复验所需的力学性能试样。第67条 检查试件经过外观检查和无损探伤检查后,在合格部位制邓试样。需要返修检查试件的焊缝的,其焊接工艺应与产品焊缝返修的焊接工艺相同。第68条 为检查焊接接头整个厚度上的抗拉强度,应从检查试板上沿焊缝横向切取一个焊接接头拉伸试样。试样的形式和尺寸见图5-1。拉伸试样上母材与焊缝表面的不平整部分应用机械方法除去。 试样的拉伸试验应按GB228《金属拉伸试验法》规定的进行。焊接接头的抗拉强度不低于母材规定值下限为合格。第69条 焊接接头弯曲试样应从检查试板上沿焊缝横向切取两个,其中一个是面弯试样,一个是背弯试样。试样尺寸见图5-2。图中试样宽度B为30mm,试样长度L≈D+2.5So +100 mm。当板厚小于或等于20 mm时,So 为板厚;当板厚大于20 mm时,So 为20 mm。 试样上高于母材表面的焊缝部分应用机械方法去除,试样的拉伸面应平齐且保留焊缝两侧中至少一侧的母材原始表面。试样拉伸面的棱角应修成半径不大于2mm的圆角。 试样的弯曲试验应按GB232《金属弯曲试验方法》规定的方法进行。试样的焊缝中心线须对准弯轴中心。规定的试样弯曲角度见表5--2。弯曲试样冷弯到表5--2规定的角度后,其拉伸面上有任何一条长度大于1.5mm的横向裂纹或缺陷,为不合格。度样的棱角开裂不计,但确因夹渣或其他焊接缺陷引超试样棱角开裂的长度应计入评定。第70条 力学性能试验有某项不合格时,应从原焊制的检查试件中对不合格项目取双倍试样复验,或将原检查试件与产品再热处理一次后进行***复验。 若拉伸和弯曲的每个复验试样的试验结果都合格,则复验为合格,否则为不合格,该试样**的产品焊缝也不合格。第六节 水压试验第71条 受压焊件的水压试验应在无损探伤和热处理后进行。单个锅筒和整装出厂的焊制锅炉,应按本规程第153条的规定在制造单位进行水压试验。
对于额定出口热水温度低于120℃、额定热功率小于或等于1.4MW的锅炉,可以免做产品检查试板。 当环缝的母材的焊接方法与纵缝相同时,可只做纵缝检查试板,免做环缝检查试板。 纵缝检查试板应作为产品纵缝的延长部分焊接,环缝检查试板可模拟产品焊接工艺单独焊接。 产品检查试板应由焊该产品的焊工焊接。试板材料、焊接材料、焊接设备和工艺条件等方面应与所**的产品焊缝相同。试件焊成后应打上焊工代号钢印。检查试板的尺寸应满足制备检验和复验所需的力学性能试样。第67条 检查试件经过外观检查和无损探伤检查后,在合格部位制邓试样。需要返修检查试件的焊缝的,其焊接工艺应与产品焊缝返修的焊接工艺相同。第68条 为检查焊接接头整个厚度上的抗拉强度,应从检查试板上沿焊缝横向切取一个焊接接头拉伸试样。试样的形式和尺寸见图5-1。拉伸试样上母材与焊缝表面的不平整部分应用机械方法除去。 试样的拉伸试验应按GB228《金属拉伸试验法》规定的进行。焊接接头的抗拉强度不低于母材规定值下限为合格。第69条 焊接接头弯曲试样应从检查试板上沿焊缝横向切取两个,其中一个是面弯试样,一个是背弯试样。试样尺寸见图5-2。图中试样宽度B为30mm,试样长度L≈D+2.5So +100 mm。当板厚小于或等于20 mm时,So 为板厚;当板厚大于20 mm时,So 为20 mm。 试样上高于母材表面的焊缝部分应用机械方法去除,试样的拉伸面应平齐且保留焊缝两侧中至少一侧的母材原始表面。试样拉伸面的棱角应修成半径不大于2mm的圆角。 试样的弯曲试验应按GB232《金属弯曲试验方法》规定的方法进行。试样的焊缝中心线须对准弯轴中心。规定的试样弯曲角度见表5--2。弯曲试样冷弯到表5--2规定的角度后,其拉伸面上有任何一条长度大于1.5mm的横向裂纹或缺陷,为不合格。度样的棱角开裂不计,但确因夹渣或其他焊接缺陷引超试样棱角开裂的长度应计入评定。第70条 力学性能试验有某项不合格时,应从原焊制的检查试件中对不合格项目取双倍试样复验,或将原检查试件与产品再热处理一次后进行***复验。 若拉伸和弯曲的每个复验试样的试验结果都合格,则复验为合格,否则为不合格,该试样**的产品焊缝也不合格。第六节 水压试验第71条 受压焊件的水压试验应在无损探伤和热处理后进行。单个锅筒和整装出厂的焊制锅炉,应按本规程第153条的规定在制造单位进行水压试验。
相关文章

燃煤锅炉75t相当于多少MW_河北燃煤锅炉生产厂家

一吨立式蒸汽锅炉_河南燃气蒸汽锅炉生产厂家

河南 银晨锅炉_河南翅片管

燃油燃气生物质锅炉经销处怎么样_燃油锅炉 脱硫
电磁加热炉_电加热炉

燃油燃气导热油炉_生物质炉

电锅炉带盘管效果咋样_20吨电锅炉